




روش جوشکاری ورق گالوانیزه

آیا تا به حال برایتان پیش آمده که پس از ساعتها وقت گذاشتن برای جوشکاری یک قطعه از ورق گالوانیزه، ناگهان متوجه ضعف و تخلخل در خط جوش یا حتی بدتر از آن، سوختگی و پوسیدگی اطراف آن شوید؟ در واقع ورق گالوانیزه به دلیل داشتن پوشش محافظ روی، رفتار متفاوتی در برابر حرارت دارد و جوشکاری ورق گالوانیزه را به یکی از چالشبرانگیزترین فرایندها در صنعت تبدیل کرده است. در این مقاله از بازآهن، قصد داریم بهطور کامل به این سوال پاسخ دهیم که بهترین روش جوشکاری ورق گالوانیزه کدام است و چگونه میتوان یک جوش اصولی و باکیفیت داشت. همچنین، اگر بهدنبال اطلاعات بهروز دربارهی قیمت انواع ورق بهویژه ورق گالوانیزه هستید، میتوانید از منابع معتبر مانند بازآهن استعلام بگیرید تا با آگاهی کامل نسبت به خرید اقدام کنید.
چالشهای اصلی پیش روی جوشکاری ورق گالوانیزه
برای درک صحیح از جوش ورق گالوانیزه، ابتدا باید بدانیم چرا این فرایند با ورق سیاه معمولی تفاوت دارد. منشأ تمامی این تفاوتها، همان لایه نازک روی بوده که به جان فولاد نشسته است. نادیده گرفتن این تفاوتها میتواند منجر به نتایج فاجعهباری شود. در نظر داشته باشید که رعایت استاندارد ورق گالوانیزه در فرایند تولید، تأثیر مستقیمی بر کیفیت پوشش روی و در نتیجه رفتار آن در هنگام جوشکاری دارد؛ بنابراین آشنایی با این استانداردها برای جوشکاران ضروری است.

تبخیر روی و خطرات ناشی از آن
نقطه ذوب روی حدود ۴۲۰ درجه سانتیگراد است، در حالی که نقطه ذوب فولاد به بیش از ۱۵۰۰ درجه میرسد. زمانی که قوس الکتریکی با دمای بالای خود ایجاد میشود، پوشش روی در ناحیه جوش و اطراف آن فوراً تبخیر میشود. این بخارها ابتدا به صورت دود سفید رنگ ظاهر شده و استنشاق آنها میتواند منجر به بیماری حادی به نام «تب دود فلزات» با علائمی شبیه آنفولانزا شود. از طرفی، نفوذ این بخار به حوضچه جوش مذاب، باعث ایجاد تخلخل و حفرههای گازی در ساختار جوش شده و استحکام آن را به شدت کاهش میدهد.
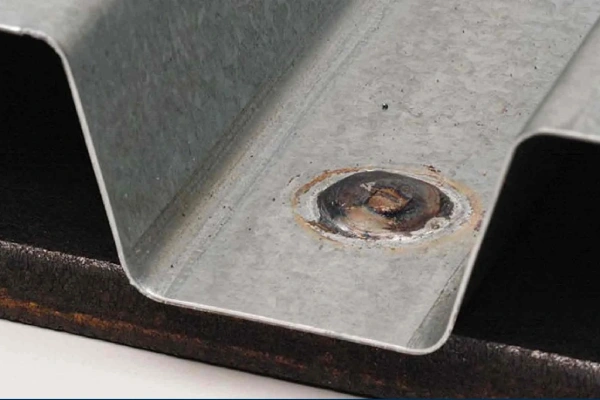
تخریب پوشش در ناحیه جوش
تبخیر روی در محل جوش، به معنای از بین رفتن لایه ضدزنگ در آن ناحیه است. اگر پس از اتمام کار، فکری به حال این بخش نکنید، نقطه جوش داده شده به سرعت در معرض رطوبت و هوا اکسید شده و زنگ میزند. این دقیقاً نقطهای است که بسیاری از سازههای فلزی پس از مدتی از آنجا دچار خوردگی میشوند.
معرفی بهترین روشهای جوشکاری ورق گالوانیزه
انتخاب روش درست، کلید موفقیت در این کار است. خوشبختانه با پیشرفت تجهیزات، امروزه گزینههای متعددی پیش روی ماست. اما کدام یک واقعاً بهترین نتیجه را در پی دارد؟ البته انتخاب روش مناسب به عوامل متعددی از جمله انواع ورق گالوانیزه (نظیر ورق گالوانیزه معمولی، شیت، رول و …) و ضخامت آن هم بستگی دارد.
1. جوشکاری ورق گالوانیزه با اینورتر
دستگاههای اینورتر، نسل جدیدی از تجهیزات جوشکاری هستند که کنترل بسیار دقیقی بر روی جریان و ولتاژ خروجی دارند. جوشکاری ورق گالوانیزه با اینورتر به دلیل قابلیت تنظیم دقیق آمپر و تولید جریان پایدار، بهترین گزینه برای ورقهای گالوانیزه با ضخامت کم است. اینورترها با تبدیل جریان متناوب به مستقیم، امکان استفاده از آمپرهای پایین را فراهم میکنند، به این ترتیب حرارت ورودی به قطعه کار کنترل شده و از سوختن لبههای ورق و تبخیر بیش از حد پوشش روی جلوگیری میشود. این روش به دلیل کیفیت بالای جوش و آسیب کمتر، روز به روز در حال گسترش است.
2. جوشکاری CO2 (جوش نیمهاتوماتیک)
این روش که با نام GMAW یا جوش قوسی با گاز محافظ نیز شناخته میشود، یکی از پرکاربردترین گزینهها برای روش جوشکاری ورق گالوانیزه است. در این تکنیک، از گاز CO2 یا مخلوط آن با آرگون برای محافظت از حوضچه مذاب استفاده میشود. نکته کلیدی در این روش، کاهش سرعت جوشکاری و استفاده از تکنیک حرکت رفت و برگشتی (بافتنی) است تا گازهای ناشی از تبخیر روی فرصت خروج از حوضچه مذاب را پیدا کنند و جوش یکپارچهتری ایجاد شود.
۳. جوشکاری با الکترود دستی (SMAW)
این روش سنتیترین شیوه جوشکاری است. برای رسیدن به نتیجه مطلوب در جوش ورق گالوانیزه با الکترود، باید تغییراتی در تکنیک ایجاد کرد. زاویه الکترود باید از حالت استاندارد (حدود ۷۰ درجه) به کمتر (حدود ۳۰ درجه) کاهش یابد و از حرکت شلاقی الکترود (جلو و عقب) برای دور کردن روی مذاب از مسیر جوش استفاده شود. این کار باعث نفوذ بهتر و کاهش تخلخل میشود. جدول راهنمای انتخاب الکترود و تنظیمات آن را در ادامه مشاهده میکنید:
| ضخامت ورق (میلیمتر) | روش پیشنهادی جوشکاری | نوع الکترود/سیم جوش | آمپر تقریبی (الکترود دستی) |
| کمتر از ۲ | اینورتر، CO2 | سیم جامد قطر ۰.۸ میلیمتر | ۵۰ – ۸۰ |
| ۲ تا ۳ | CO2، الکترود | E6013 قطر ۲.۵ میلیمتر | ۸۰ – ۱۱۰ |
| ۳ تا ۵ | الکترود، CO2 | E6013 / E7018قطر ۳.۲ میلیمتر | ۱۱۰ – ۱۵۰ |
نکات طلایی برای یک جوش اصولی و حرفهای
صرف نظر از اینکه کدام روش را انتخاب میکنید، رعایت یک سری اصول پایه و مشترک برای دستیابی به یک جوش با کیفیت ضروری است.
- پیش از هر اقدامی، اگر نیاز به برشکاری ورق گالوانیزه دارید، بهتر است این کار با ابزارهای مناسب و با حداقل حرارت انجام شود تا لایهی روی آسیب نبیند.
- آمادهسازی سطح (سنگ زنی): قبل از هر اقدامی، با استفاده از سنگ فرز یا برس سیمی، پوشش روی را به پهنای ۲ تا ۳ سانتیمتر از دو طرف محل جوش بهطور کامل حذف کنید. این کار باعث کاهش شدید دودهای سمی، جلوگیری از تخلخل و نفوذ بهتر جوش میشود.
- تنظیم آمپر و حرارت: همیشه سعی کنید از کمترین حرارت ممکن برای نفوذ کامل استفاده کنید. برای اطلاع از تنظیمات دقیق، میتوانید به جدول راهنمای جوشکاری مراجعه نمایید. استفاده از حرارت بالا (آمپر بیش از حد) باعث سوختن ورق و تخریب وسیع پوشش روی میشود.
- تهویه مناسب و ایمنی: این مورد را هرگز دست کم نگیرید. حتماً در فضای باز یا زیر هودهای مکنده قوی کار کرده و از ماسک مخصوص جوشکاری استفاده نموده تا دود اکسید روی را استنشاق نکنید.
ترمیم پوشش گالوانیزه پس از جوشکاری
همانطور که پیشتر در جوشکاری ورق گالوانیزه اشاره شد، حرارت بالای قوس الکتریکی در فرایند جوشکاری، لایه محافظ روی را در ناحیه اتصال بهطور کامل تبخیر و از بین میبرد. این بخش آسیبدیده، بدون حفاظت باقی مانده و در برابر رطوبت و عوامل خورنده، مستعد زنگزدگی سریع است. برای جلوگیری از خوردگی موضعی و افزایش طول عمر سازه، ترمیم این نواحی بلافاصله پس از جوشکاری امری ضروری محسوب میشود.
- اسپری گالوانیزه سرد: این محصولات که با غلظت بالایی از پودر روی تولید میشوند، سادهترین راه برای ترمیم موضعی هستند. کافی است سطح جوش را با برس سیمی کاملاً تمیز کرده و سپس اسپری را از فاصله مناسب روی ناحیه مورد نظر اعمال کنید تا یک لایه محافظ جدید تشکیل شود.
- رنگهای غنی از روی: این پوششها عملکردی مشابه گالوانیزه داشته و با ایجاد خاصیت آند فداشونده، فولاد زیرین را به صورت الکتروشیمیایی در برابر خوردگی حفاظت میکنند. این روش برای سطوح بزرگتر یا مناطقی که نیاز به دوام بیشتری دارند، گزینهای ایدهآل است.
بازآهن؛ تأمین نیازهای پروژه شما با کیفیت و قیمت مناسب
برای موفقیت در پروژههای جوشکاری، کیفیت مواد اولیه اهمیت بالایی دارد. ورقهای نامرغوب حتی با بهترین تکنیکها نتیجه مطلوبی نخواهند داشت. شرکت بازآهن با بیش از نیمقرن تجربه، تأمینکننده مستقیم ورق گالوانیزه از تولیدکنندگان برتر مانند فولاد مبارکه است. بازآهن با ارائه بالاترین کیفیت ورق گالوانیزه با قیمتی رقابتی، خریدی مطمئن را برای شما تضمین میکند. برای اطلاع از قیمت ورق گالوانیزه ۶ متری و بهرهمندی از مشاوره تخصصی، همین حالا با کارشناسان بازآهن تماس بگیرید.
سوالات متداول
- آیا جوشکاری ورق گالوانیزه خطرناک است؟
بله، اگر نکات ایمنی رعایت نشود، استنشاق دود ناشی از تبخیر روی میتواند باعث تب دود فلزات شود. اما با استفاده از تهویه مناسب و ماسک مخصوص، این خطر بهطور کامل قابل کنترل است.
- بهترین روش جوشکاری ورق گالوانیزه چیست؟
برای ورقهای نازک، بهترین روش استفاده از جوشکاری ورق گالوانیزه با اینورتر به دلیل کنترل دقیق حرارت است. برای ورقهای ضخیمتر، جوشکاری CO2 یا الکترود دستی با تکنیک مناسب نیز جوابگوی کار خواهد بود.
- چه الکترودی برای جوش ورق گالوانیزه مناسب است؟
الکترودهای سلولزی مانند E6010 و E6011 به دلیل قوس نافذ و قدرت پاککنندگی بالا، گزینههای بسیار خوبی هستند. الکترودهای رایج مانند E6013 نیز با تکنیک مناسب قابل استفادهاند.
- آمپر مناسب برای جوشکاری ورق گالوانیزه چقدر است؟
آمپر به ضخامت ورق و نوع الکترود بستگی دارد. بهطور کلی، برای ورقهای نازک (۱ تا ۲ میلیمتر) از آمپر ۵۰ تا ۸۰ و برای ورقهای با ضخامت بیشتر (۳ میلیمتر) از آمپر ۱۰۰ تا ۱۵۰ استفاده میشود.
- آیا پس از جوشکاری باید محل جوش را پوشش داد؟
قطعاً بله. برای جلوگیری از زنگ زدن ناحیه جوش، حتماً باید پس از اتمام کار، از اسپری گالوانیزه سرد یا رنگهای غنی از روی برای ترمیم پوشش از بین رفته استفاده کنید.
![تفاوت استیل بگیر و نگیر [استیل نگیر بهتر است یا بگیر]](https://baazahan.com/wp-content/uploads/2026/02/How-determining-stainless-steel-1-300x200.webp)




ارسال نظرات
لطفاً دیدگاه خود را در فرم زیر ثبت کنید.
هنوز نظری ثبت نشده است.